200Vの電気炉は、もうこのままでは使えない
何年か使っている200Vの電気炉、もう何回直してもヒーターがすぐ切れるようになってしまった。
薄々分かってはいたけど、ヒーター(ニクロム線)は、一度切れると、無理矢理つないでも、電流が均一に流れなくなるので、すぐに別の箇所が切れてしまう。

あと、そもそもつなぐ度にヒーター全体の抵抗値が変わるので、電気炉全体が当初の設計通り動かず、危険な場合もある。
そんな訳で、200Vの電気炉は、いったん封印しようかと思う。ニクロム線を張り替えて使うにしても、内壁がボロボロだし、元々は絵付け用の電気炉なので、炉内の温度が不均一で、大きいものがフュージングできない(割れてしまう)。
最終的には、フュージング様にニクロム線の貼り方を変えるか、新しく買うなり作るなりする予定。ただ、直すにしろ買うにしろ、200Vの電気炉は大きいので気軽にできない。なので、これを機に100Vの電気炉を中古で購入した(100Vなので、普通の家庭用のコンセントで使える)。
シロタのピクチャー1
ヤフオクで購入。25,000円+送料2,570円(税込)。
炉内の縦横がある程度広いものをチョイス。動作未確認で流れ物として雑に売られていたが、出品者の方にお願いして500度まで上がるのを確認してもらったら、5,000円値上がりして、この値段に(笑)。定価が197,120円(税込)なので、1/8くらいの価格。




パット見、炉内がきれいなのが気に入った(ただし、ヒビは結構入っている)。製造年は不明だが、おそらく20~30年くらい前のものだと思う。ヒーターは上面だけ。
温度メーターや昇温のつまみがアナログで、趣がある。色が緑なのも好き。開閉は前開きで、のぞき窓まである。そして過電流防止のフューズ付き。定格消費電力:1500Wと書かれている。
主に七宝焼きのための電気炉で、フュージングでの使用は全く想定されいない。ステンドグラスの絵付けもちょっと厳しいと思う。昇温が早すぎるし、徐冷のコントロールが効かないので。

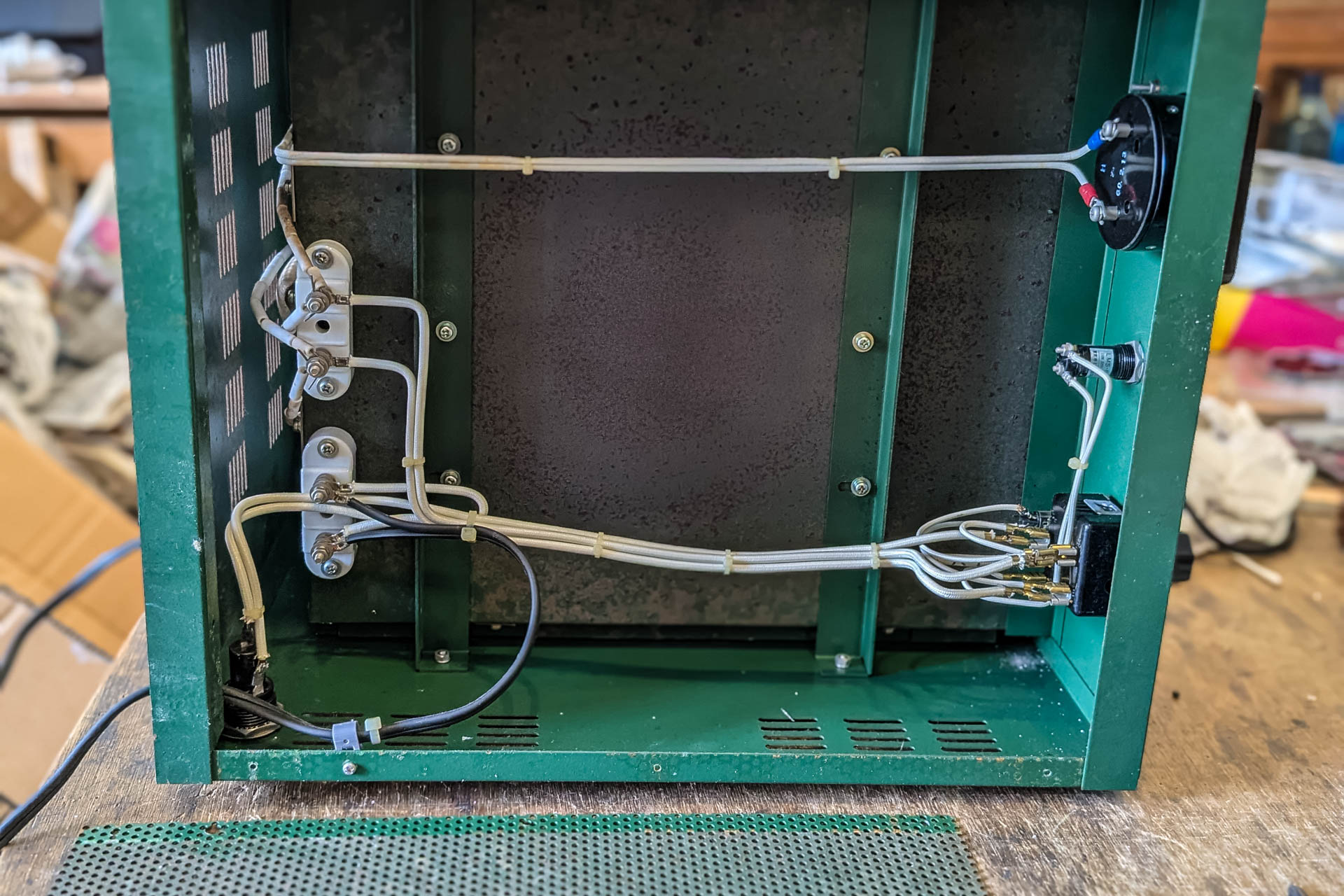
裏側を開けたところ。ヒーター線が4本出ている。磁石に反応したのでカンタル線だと思う(ニクロム線ではなく)。中央の白いカバーの部分が、K型熱電対。
4本のカンタル線は中でつながっており、実際は2本が並列に設置されている。稼働してない状態でのカンタル線の抵抗値をテスターで計測すると、それぞれ13~15Ω程度で合成抵抗は6.8Ωだった。その場合の消費電力の理論値は1471W。ただ、実際に稼働すると抵抗値は大きく上がるはずなので、実際は1000~1300W程度だと推測できる。
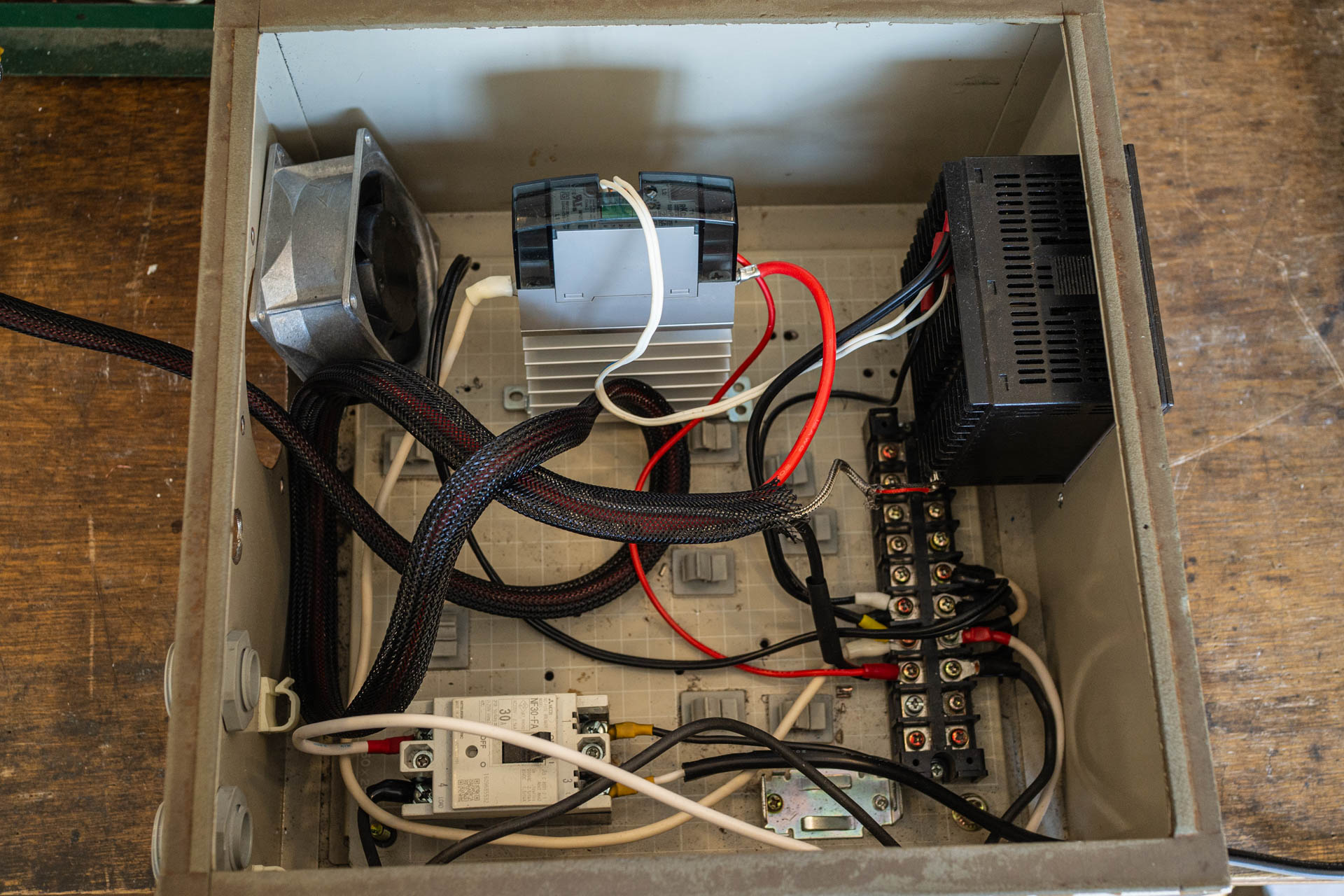
底面のメッシュを開けたところ。奇麗に配線されている。広いスペースが空いているので、ここにプロコンとその他部品を入れ込むこともできそう。ただ今回これらは、必要なもの以外はすべて外し、プロコンを外付けしてフュージングできるようにしようと思う。
プロコン
「プロコン」は、プログラム温度コントローラーの略。プログラム(温度と時間の設定)ができて、自由自在に温度と時間をコントロールできる。
フュージングは温度の上昇/下降速度が早すぎると割れることが多い。また、ソーク(一定時間同じ温度で保つ)が必要。そのため、プロコンが必須になる。
別の言い方をすれば、レンガやセラミックで囲われていて電熱線とセンサー(熱電対)が付いている電気炉があれば、そこに電熱線のON/OFFを制御できる電子部品を接続してすぐに高性能電気炉を作ることができるのだ。
今回は、200Vの電気炉についていたプロコンをそのまま流用する。
<構成>
TTM-339(プロコン)
サイリスタ(電流の流れを微調整してくれる。)
ブレーカー(安全性装置。過電流で電源OFF。)
ファン(サイリスタのヒートシンクを冷やす。)
200Vでないと動かないパワーリレーがあったので、それを外して、あとはそのまま。ピクチャー1は既存の配線をすべて外して、ヒーターと熱電対の線をプロコンにつなぐ。



テスト焼成1

とりあえず、プロコンの表示が正常なので、テスト焼成を実施。その結果は...。
プロコンの設定温度と実際の炉の温度との乖離が10度以上になることがあった。
200mm四方の棚板に10個のガラス片を置いて焼け具合をチェックしたところ、手前奥と、左右で結構温度差が激しい。これは、写真のブルズアイフリットの溶け具合を見ても良くわかる。シロタの電気炉は、上面だけではなくサイドにもヒーターが入っている高機能モデルがあるが、やはりサイドはヒーターがないと温度が低くなってしまうようだ。
電気炉に合わせたセッティング
温度の乖離
電気炉は、ヒーターを止めて熱するのをやめたらすぐに温度が下がるわけではなく、平気で10度くらいオーバーシュートしてしまう。これは、ヒーターで熱せられて蓄えられた熱が放出され続けるから。 その原理を踏まえて、その炉にあった温度コントロールをプロコンに覚えさせる、「オートチューニング」という機能を実行。これをすると、例えば500度になったら1時間キープしたい場合、490度でヒーターを切って、ちょうど500度で止まるようにできる(実際はもっと複雑で、PID制御という比例/積分/微分成分を計算して出力値を決めるロジックが中で動いている)。
このTTM-339はオートチューニング機能が付いているので行えたが、安価なプロコンにはついていないので、±1度くらいでピッタリ温度調整したい場合は、オートチューニング付きのプロコンが必須だと思う。あとは、比較したわけではないが、SSRというスイッチのリレーを高速で行う部品よりも、サイリスタという電流値を微調整できるもので出力の制御を行った方が、正確な温度制御が可能なようだ。
温度差
棚板の配置を工夫すると、温度差を最小限に抑えられる。
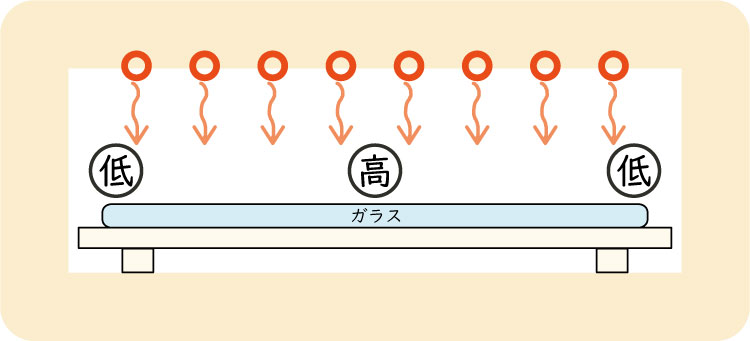
正面から見た図。何も考えずガラスを焼成すると、中央の温度が高くなり、左右は低くなる。これは、内壁を伝わって外に熱が逃げるから。
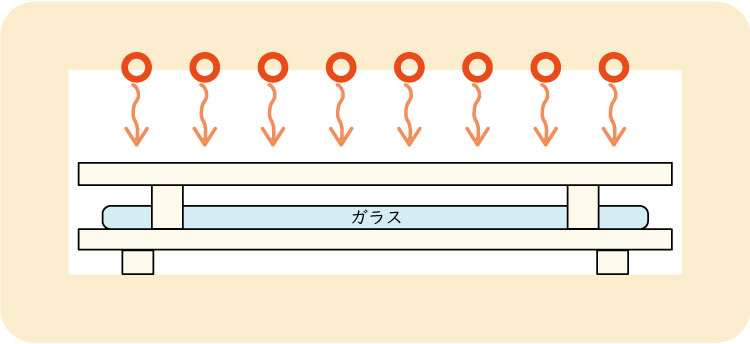
そこで、とりあえず直接ガラスを熱することはせず、棚板越しに焼成を行う。そうすると温度の高低差は縮まる。ただ、まだ中央が熱いのは変わらない。
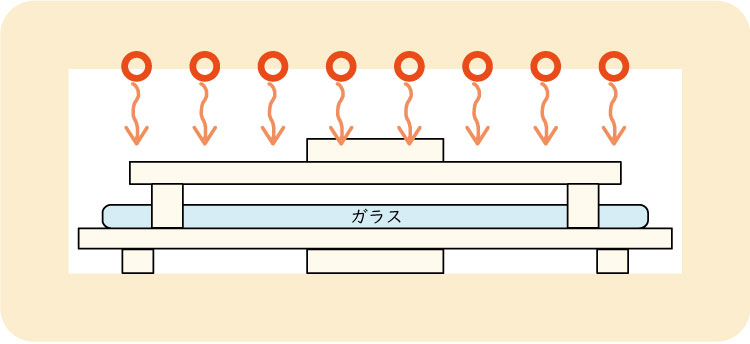
中央の上下にだけ棚板を敷くと、上の棚板が熱を弱め、下の棚板から熱が逃げ、結果的に中央の温度が下がる。また、上に被せている棚板の左右から直接ガラスに熱が伝わるようにし、左右の温度を上げる。この微調整を繰り返すと、左右と中央で温度が均一になる。
同様の原理で手前と奥の温度差も調整すると、ガラス全体の温度が均一になり、フュージングに適したセッティングとなる(手前の引き扉は、すき間があって奥と比べて熱が逃げやすい)。
また、できるだけ炉内の温度に差が出ないように、以下のようなゆったりした焼成プログラムを組んだ。
| STP | 設定温度 | 設定時間 | コメント |
|---|---|---|---|
| 1 | 600℃ | 6:00 | 常温から600℃までゆっくり上げる。 |
| 2 | 600℃ | 1:00 | 600℃を1時間キープして炉内の温度の均一化を図る。 |
| 3 | 775℃ | 1:00 | 本来は最高温度まで可能な限り早く上げるところだが、少し時間をかけて上げる。 |
| 4 | 775℃ | 0:30 | いつもは15分キープだが、長めの30分キープ。 |
| 5 | 485℃ | 0:01 | できるだけ早く下げる。 |
| 6 | 485℃ | 1:00 | 徐冷の温度はおおよそ。 |
| 7 | 300℃ | 3:00 | 300℃まで下がったらスイッチOFFして自然冷却。 |
テスト焼成2

実際の最終的な棚板セッティングは上の写真の通り。手前から熱が逃げないように支柱やブロックで塞いでいる。

大きい板でも、全体に均一に溶けているのが確認できた。
これから
最終的には、200Vの電気炉を自作したい。電気炉というのは、構造自体はかなりシンプルで、プロコン部分はもうあるので、残りの部分をどうするか考えて実行に移すだけ。10万~15万円くらいで出来ると思うが、置き場所の問題があるので、必要に迫られないと体が動かない。
残りの部分
筐体・・・鉄で出来た外枠。既存の200Vのやつは重すぎるのであまり使いたくないが...。ここだけは自作がつらそう。どこに発注するか?
炉・・・材料は、重い耐火レガンは使わず、セラミックファイバーだけで何とかなりそう。
ヒーター(ニクロム線orカンタル線)・・・形(波型かコイル型か)と抵抗値を決めて、その長さで切って、留めるだけ。
作ったらまたここに書くと思います。